











Описание
Назначение
Токарные станки с ЧПУ серии CKE6150Z самые востребованные на Российском рынке, так как являются полными аналогами знаменитых токарных станков с ЧПУ 16А20Ф3 завода «Красный пролетарий», г. Москва.
Станки серии СКЕ предназначены для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности, включая нарезание резьбы, сверление, зенкерование. Обрабатываемый материал: сталь, чугун, легированные сплавы (нержавейка), цветные металлы и легкие сплавы. Обработку, возможно производить в один или несколько проходов в замкнутом полуавтоматическом цикле одновременно по двум координатам.
Конструкция токарного станка с ЧПУ мод. CKE6150Z полностью идентична конструкции станка 16А20Ф3 и имеет одинаковую компоновку и органы управления. Все это реализовано благодаря тому, что завод DMTG был построен, как копия завода «Красный пролетарий» в 1948 г., соответственно и конструкция станков серии CKE была разработана Советскими инженерами и передана КНР в порядке братской помощи. Со временем, станина станка была усилена с помощью дополнительных ребер жесткости. Шпиндель станка CKE6150Z так же имеет более жесткую конструкцию в сравнении со стан 16А20Ф3, АС16К25Ф3 и 16ГС25Ф3, установлены подшипники большего диаметра, отверстие в шпинделе 82 мм, а крутящий момент на шпинделе 1300 Нм. (крутящий момент у станка 16А20Ф3 – 800 Нм).
Для тяжелой черновой обработки применяются токарные станки с ЧПУ серии СКЕ6163Z, CKE6180Z. Данные станки являются аналогами станков 16Р35Ф3, 16М30Ф3, 16М40Ф3, 16К40РФ3, 16К30Ф3. Конструкция станка и органы управления полностью идентичны самому распространенному на территории бывшего СССР токарному станку 16М30Ф3, благодаря тому, что Советские инженеры с Рязанского специального конструкторского бюро станкостроения участвовали в разработке и запуске в производство токарных станков серии СКЕ6163Z, CKE6180Z на заводе DMTG в порядке оказания братской помощи между СССР и КНР. Таким образом и ныне сохраняются Советские технологии и конструктивные решения при современном производстве токарных станков с ЧПУ.
Токарные станки с ЧПУ серии CKE поставляются в Россию десятки лет и эксплуатируются не одной сотней предприятий. До последнего времени существования завода «Красный пролетарий» станки серии СКЕ продавались в России под эмблемой «Красный пролетарий», г. Москва.
Видео обзор работы оборудования
Видео обзор работы оборудования
Область применения
Токарные станки с ЧПУ серии CKE нашли широкое применение в машиностроительном производстве. В основном используются при мелко- или среднесерийном изготовлении деталей, в ремонтных мастерских и при выпуске валов. Использование системы ЧПУ позволяет изготавливать детали со сложной конфигурацией, значительно увеличивает серийность производства, повышает эффективности обработки и снижает влияние человеческого фактора.
При наличии соответствующего программного обеспечения (CAD/CAM систем) – залога эффективной эксплуатации станков с ЧПУ – перенастройка станка инженером-технологом занимает минимальное время. Требуется просто сменить программу, что сокращает на 80-90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением и обеспечивает индивидуальность любой сложной детали. Возможность полной автоматизации этого типа оборудования обеспечивает его круглосуточную загрузку и выполнение практически всех операций без снятия заготовки в цикле: черновая обработка – чистовая обработка – сверление и нарезание резьбы – финишная обработка – выдача готовой детали. И все это – практически без участия человека. Не случайно токарные станки с ЧПУ сегодня используются компаниями по всему миру: их применение оправданно на 100%».
Схема обработки
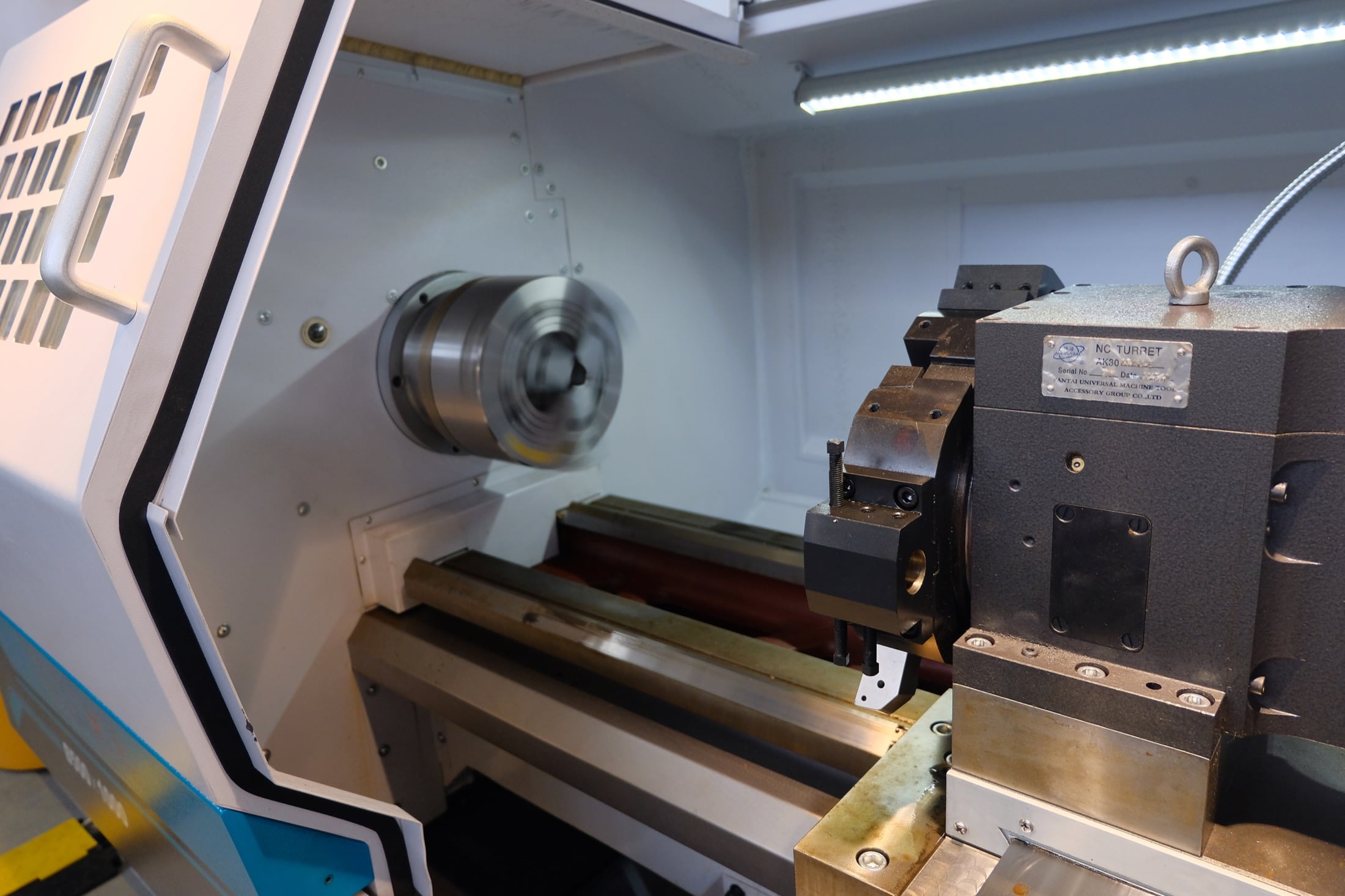
Рабочая зона станка с 4-х позиционным инструментальным суппортом
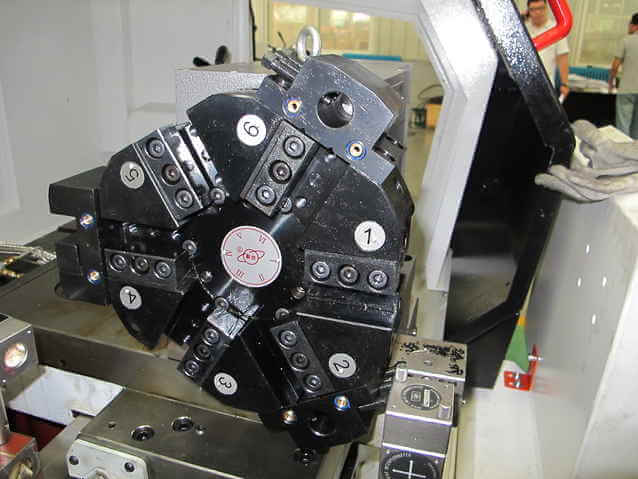
Рабочая зона станка с 6-ти позиционной револьверной головой
Основные виды токарных работ
а — обработка наружных цилиндрических поверхностей;
б — обработка наружных конических поверхностей;
в — обработка торцов и уступов;
г — вытачивание канавок, отрезка заготовки;
д — обработка внутренних цилиндрических и конических поверхностей;
е — сверление, зенкерование и развертывание отверстий;
ж — нарезание наружной резьбы;
з — нарезание внутренней ’резьбы;
и — обработка фасонных поверхностей;
к — накатывание рифлений.
Конструктивные особенности
|
Литая станина, усилена ребрами жесткости. V образные закаленные и отшлифованные направляющие станины со специальным покрытием Turcite-B для перемещения без износа и трения. |
|
| Автоматическая система смазки направляющих и ШВП. | |
| Бесступенчатая регулировка скорости шпинделя. | |
|
Автоподающее устройство Fedek DH-65, DH-65L На станки серии СКЕ с гидравликой возможна установка автоподатчика прутка. |
|
|
Револьверная голова – 6 позиционная В стандартную комплектацию входит 6-ти позиционная револьверная головка, оснащенная муфтой для быстрой и плавной индексации инструмента. Смена инструмента происходит за 1-2 сек. |
|
|
Гидравлический 3-х кулачковый патрон. |
|
|
Шпиндельный узел Шпиндель изготовлен по технологии и под контролем специалистов IBAG Швейцария. |
|
|
Гидравлическая станция |
|
|
УСТРОЙСТВО ЧПУ FANUC Oi — Mate TC (Япония)
|
|
|
УСТРОЙСТВО ЧПУ Siemens 802S (Германия)
|
|
|
В качестве опции доступна установка 8 позиционной револьверной головки |
План фундамента
| Макс. длина L | A | B | C |
| 750 | 2577 [3187] | 1130 | При данных РМЦ средняя опора отсутствует |
| 1000 | 2827 [3437] | 1380 | |
| 1500 | 3327 [3937] | 1880 | |
| 2000 | 3827 [4437] | 2380 | 1050 |
Размеры, приводимые в [квадратных скобках] — размеры станка вместе с гидростанцией.
Получаемые изделия
| Характеристики | CKE6150z/1000 |
|---|---|
| Макс. диаметр изделия типа диск, мм | 500 |
| Макс. диаметр обработки тел типа вал | 280 |
| РМЦ, мм | 750, 1000, 1500, 2000 |
| Оси | |
| Максимальное перемещение оси Х, мм | 280 |
| Макс перемещение по оси Z, мм | 685, 935, 1435, 1935 |
| Быстрые перемещения по оси Z, мм/мин | 6000 |
| Быстрые перемещения по оси Х, мм/мин | 4000 |
| Рабочая подача, мм/мин | 0.01 ~ 3000 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Диаметр ШВП/шаг ось Х, мм | 20/4 |
| Момент на оси X, Нм | 15 |
| Момент на оси Z, Нм | 20 |
| Тип и мощность сервопривода по оси X | fanuc 1,2кВт |
| Тип и мощность сервопривода по оси Z | fanuc 1,2кВт |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | V образные |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 400 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 250 |
| Диапазон скоростей шпинделя, об/мин | 7 ~ 2200 |
| Диаметр отверстия шпинделя, мм | 82 |
| Максимальный диаметр прутка, мм | 80 |
| Торец шпинделя | D8 |
| Внутренний диаметр подшипника шпинделя | 120 |
| Мощность э/д шпинделя (продолжительно), кВт | 7,5 |
| Мощность э/д шпинделя (30 минут), кВт | 7,5 |
| Момент на шпинделе (продолжительно), Нм | 1300 |
| Момент на шпинделе (30 минут), Нм | 1300 |
| Тип привода шпинделя | частотный преобразователь |
| Тип э/д шпинделя | асинхронный э/д |
| Противошпиндель | |
| Диапазон скоростей шпинделя 2, об/мин | — |
| Размер патрона 2, мм | — |
| Конус шпинделя2 | — |
| Мощность шпинделя 2, продолжительно, кВт | — |
| Мощность шпинделя 2, (30минут), кВт | — |
| Момент на шпинделе2, продолжительно, Нм | — |
| Момент на шпинделе2 (30 минут), Нм | — |
| Резцедержка | |
| Число интструментов, шт | 4,6,8 |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | 25х25 (6 поз), 20х20(8 поз) |
| Время смены инструмента – верт. револьверная головка,с | 3 |
| Время смены инструмента – гориз. револьверная головка, с | 3 |
| Точность позиционирования револьверной головки, мм | 0,008 |
| Мощность э/д приводного инстумента, кВт | — |
| Обороты приводного инструмента, об/мин | — |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона |
| Выдвижение пиноли задней бабки, мм | 150 |
| Диаметр пиноли, мм | 75 |
| Конус пиноли гидравлической задней бабки, № | Морзе 5 |
| Конус пиноли механической задней бабки, № | Морзе 5 |
| Прочее | |
| Потребляемая мощность, кВА | 24 |
| Система ЧПУ | Fanuc 0i |
| Наличие транспортера стружки | — |
| Емкость бака СОЖ, л | 35 |
| Емкость гидростанции, л | 80 |
| Вес нетто, кг | 2550, 2600, 2700, 2800 |
| Вес брутто, кг | 3150, 3300, 3450, 3600 |
| Габаритные размеры, мм | 2577х1749х1620 (рмц 750) |
| Макс. вес заготовки | 300 |
Стандартная комплектация
- Автоматическая система смазки направляющих и ШВ
- ЧПУ Fanuc 0i
- 6 позиционная револьверная головка, хвостовик 25х25 (2 расточных блока, 1 под блоки)
- Сервопривода Fanuc
- Освещение рабочей зоны
- 3-х кулачковый патрон
- Набор ключей и инструмента для обслуживания станка
- Неподвижный центр
- Система подачи СОЖ
- Документация на русском языке
Комплектация за доп. плату:
- Гидростанция, гидравлический патрон, гидравлическая пиноль задней бабки
- Режущий инструмент, пластинки, приспособления
- 8-ми позиционная револьверная головка
- 4-х позиционная резцедержка, хвостовик 25х25
- Подвижный люнет
- анкерные болты/виброопоры
- Неподвижный люнет